石工房吉田
珈琲/抹茶石臼製作販売 [ゲストハウス石工房吉田]運営
ISHIKOBO YOSHIDA
Coffee/Matcha Mill Production and Sales, Guesthouse ISHIKOBO YOSHIDA Operation

phone: 0969-24-4822
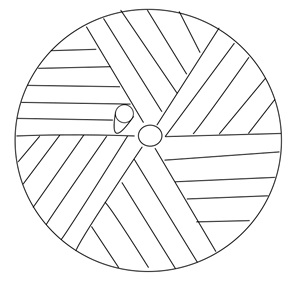
The typical pattern on the inside of a millstone looks like this.
Both the upper and lower stones have almost the same shape, with a hole in the upper stone where the material is fed.
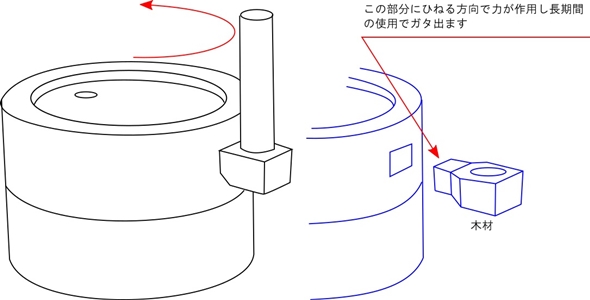
When people generally think of a millstone, they probably imagine this shape: two identical stone pieces stacked together with a handle attached.
The rectangular wooden handle is inserted into a rectangular hole on the millstone to secure it. However, with continued use, the wood deforms, leading to looseness.
In winter, due to the dryness, the handle often loosens and falls out, requiring the wooden part to be remade.
The ground powder slowly falls down from the lower stone, making it difficult to collect.
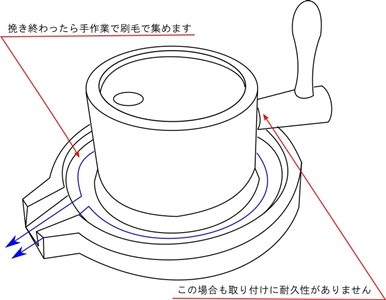
To prevent the ground powder from scattering, a "catch" is made on the upper part of the lower stone, but it requires manually gathering the powder with a brush.
Because the design prioritizes a compact appearance, the upper stone is small and light, so you need to grind carefully; otherwise, it tends to result in coarse grinding overall.
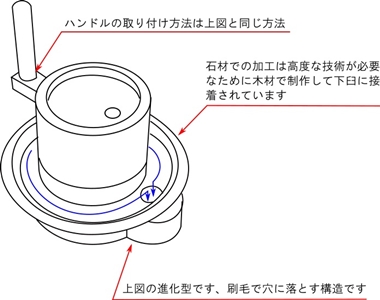
The design of the upper stone is the same as in the diagram above, with the same issues of insufficient weight and durability in the handle attachment area.
This is an advanced version of the design shown above, but after grinding, you must use a brush to transfer the powder into a container through the powder catch hole.
The powder catch is made of wood, which is easier to process, as its shape requires skillful craftsmanship. It seems to be attached to the lower stone with adhesive.
As a fellow craftsman, I understand this, but there is an issue with the durability of the adhesive, which cannot be guaranteed.
The reason for the identical design of the upper stone lies in the desire for a compact appearance and ease of work during the manufacturing process.
I also understand that adopting a simple cylindrical shape makes it easier to process with machines and reduces material waste, which is important from a craftsman’s perspective.
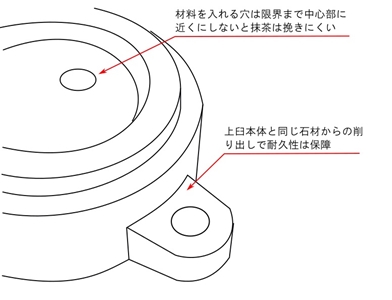
This is an improvement method for the set-up of the upper stone and handle.
Although there is some material waste and the process is more complex, the handle is carved from the same material.
Because it’s not a simple cylindrical shape, it requires complete manual work.
This structure eliminates looseness caused by the twisting force on the handle.
As a result, the durability of the handle becomes virtually permanent.
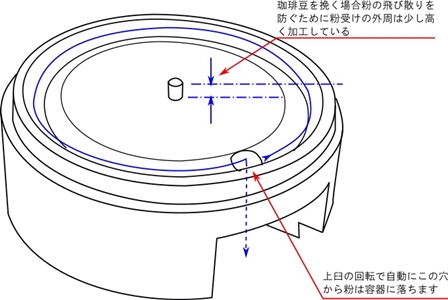
This is the structure of the powder catch and the mechanism to prevent powder from scattering on the lower stone.
A hidden brush, attached beneath the handle of the upper stone, collects the powder as it rotates.
The powder automatically falls into a container through a hole in the groove of the powder catch.
When grinding coffee beans, although the amount is very small, the grinding surface is recessed to be lower than the outer edge of the powder catch to prevent powder from scattering around.
This requires precise machining skills, but this measure almost completely prevents powder from scattering around the millstone.
*In the case of matcha millstones, there is no need for such a recessed grinding surface, as there is no powder scattering.*
In the case of my millstone, the design is not traditionally Japanese, but I have been making improvements based on what I noticed during personal use.
Compared to a typical millstone, the increased precision required has led to longer production times.
The higher selling price is due to the intricate processing involved, as described above.
The final version has been tested with daily use, both morning and evening, and confirmed to be problem-free for personal use.
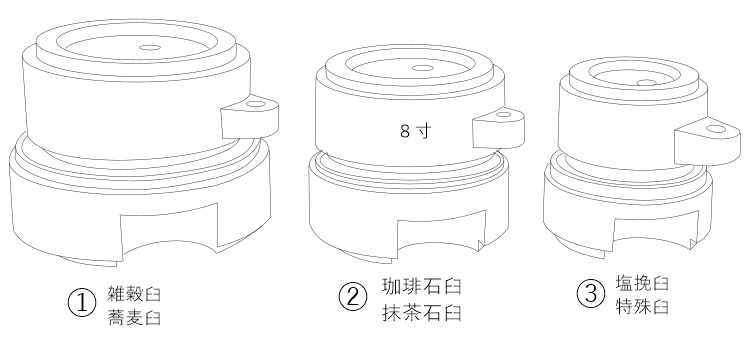
This is a comparison of millstone sizes according to their intended use.
1. The diameter of the lower stone is 30 cm, and the total weight exceeds 30 kg. This size is necessary for grinding buckwheat and other grains.
When grinding hard materials, the upper stone is designed to be heavy to prevent it from lifting, which also increases the weight of the lower stone to balance the rotation.
2. This is the size of the millstone that I mainly produce.
It is designed for finely grinding soft tea leaves into powder and medium grinding of coffee beans.
Although the larger millstone (1) is much more efficient for grinding tea leaves into fine powder, the difficulty in handling the larger stone led me to choose a sufficiently small (yet functional) size for matcha.
When grinding coffee beans, using a large millstone results in too much fine powder, while using one that is too small (and light) won’t be able to break lightly roasted beans, so I choose a middle size.
While the size for both tea leaves and coffee beans is the same, the internal patterning differs as the objectives (fine powder vs. medium grind) and the sizes of the materials are entirely different.
A pattern that can grind both tea leaves and coffee beans isn’t feasible because the objectives, material sizes, and hardness are different, and the oils from coffee beans would soak into the millstone and transfer to other materials.
3. A small-sized millstone for grinding special materials.
There aren’t many materials that can be ground with this size, but recently I made a millstone for grinding rock salt into fine powder.
To summarize:
The size of the millstone should be determined based on the material being ground, the desired outcome (particle size), and efficiency (whether it’s for personal use or mass production in a shop), not just for compactness or aesthetic appeal.
If the size is specified from the start, it complicates the patterning, which could lead to dissatisfaction with the finished product’s usability. Therefore, I may decline requests for specific sizes.
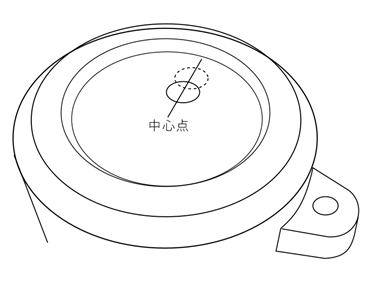
Position and Diameter of the Feed Hole
The position of the hole at the top of the upper stone is set as close as possible to the center point.
This maximizes the working distance inside the millstone, but if the hole is positioned further out, the working distance shortens, which is disadvantageous for grinding.
The diameter of the hole determines the amount of material supplied inside the millstone. If the diameter is too large, more material is supplied, increasing efficiency, but if it exceeds the capacity of the grinding surface, the powder becomes coarse. On the other hand, if the diameter is too small, the grinding surface cannot be fully utilized, leading to unnecessary additional rotations.
In the case of coffee beans, since the size of the beans varies depending on the variety, the hole diameter is decided with consideration of potential clogging.
The position of the hole relative to the circumference, based on the distance from the center, also affects the efficiency and quality of grinding.
It is often assumed that powder is expelled uniformly around the entire circumference of the millstone, but upon closer observation, powder is only expelled from a specific spot on the upper stone. As the stone rotates, it appears as though powder is being discharged evenly from the entire surface.
This specific position on the upper stone is always located in the range of 45 to 90 degrees to the left of the handle attachment point when turning counterclockwise. The reason for this is that, when the grinding surfaces are stationary, the pressure is uniform across the entire surface. However, when the handle is attached and gripped with the right hand, additional force is applied at the handle attachment point, increasing the pressure in that area.
As a result, the pressure increases in one spot while it decreases on the opposite diagonal side. During rotation, powder cannot enter the high-pressure area and is instead expelled just before reaching it.
The initial crushing of hard coffee beans tends to lift the upper stone, so it is necessary to place the hole along the line connecting the handle to the center point to utilize the applied force.
Technically, as the stone rotates, the force applied to the handle is not directly downward but is directed diagonally in the direction of rotation. Therefore, the hole needs to be positioned 90 degrees forward in the direction of rotation from the handle attachment point.
The position and size of the hole were determined by imagining the state of the powder inside, closely observing it, and verifying the results through prototypes.
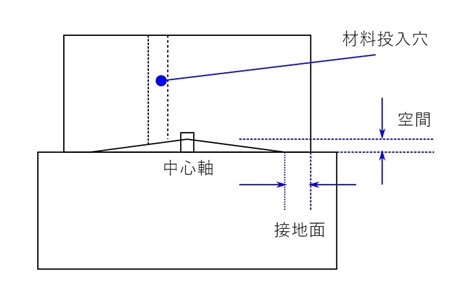
Contact Surface Between the Upper and Lower Stones
This provides an overview of the condition of the grinding surface when the upper and lower stones are stacked.
It is often misunderstood that the entire grinding surface between the upper and lower stones is in full contact. In reality, only a portion of the outer edge is in contact, and the space gradually widens toward the center.
Materials entering the millstone are gradually ground down in stages, becoming powder at the outer edge where they are expelled.
This gradual process is related to the structure of the space known as "fukumi," which narrows progressively to allow for the incremental reduction in size.
When grinding large materials like soybeans, the depth of the fukumi should be large, typically about half the diameter of the material.
For smaller materials like sesame seeds, the fukumi is almost nonexistent in depth.
If the concept of fukumi is not properly understood and designed with adequate dimensions, it can result in large amounts of material remaining unground inside the millstone, or conversely, the material may not enter the millstone at all, merely spinning around at the bottom of the feed hole without being ground.
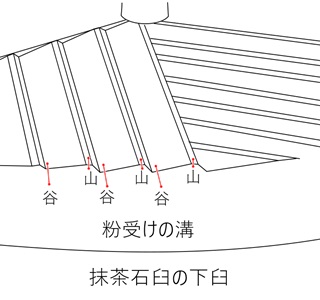
Grooving ("Metate")
"Metate" refers to the grooves and ridges carved into the contact surfaces of the upper and lower millstones. Sometimes, grooves are carved into a flat surface to create this effect.
The basic design, viewed from above, is typically divided into six sections (60-degree angles), but for larger millstones, it can be divided into eight sections (45-degree angles).
There are cases where the grooves are drawn radially from the center, and others where they are offset slightly from the center (eccentric), but I will omit the detailed explanation here.
In general, deeper grooves result in higher efficiency, but they require a larger millstone diameter. Conversely, shallower grooves lower efficiency but allow for a smaller millstone diameter.
The grooves gradually become shallower from the center toward the outer edge, making this a very precise task. For matcha millstones, the depth typically starts at about 1.5mm in the center and reduces to about 0.5mm at the outer edge.
There is often a misunderstanding about the grooved areas; they guide the direction of material flow rather than directly crushing the material, meaning these areas are effectively "resting" parts.
As the ridge on the lower millstone crosses the ridge on the upper millstone, the material is crushed, and as it moves toward the outer edge, the gap between the upper and lower millstones narrows, further reducing the material size. This repeated process is what grinds the material into powder.
The specific contact area between the upper and lower stones at the outer edge has a special role, as the depth of the grooves determines the particle size. In some cases, where the goal is an extremely fine powder, the millstone might have no grooves at all at the outer edge.
Therefore, while the depth of the grooves outside of the contact area at the outer edge influences the grinding process, it does not affect the particle size of the resulting powder.
However, there is no absolute right answer when it comes to grooving, and each craftsman brings their own unique approach to the process.
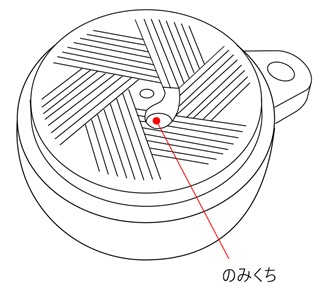
Meaning of "Nomikuchi"
"Nomikuchi" refers to the part that supplies material from the lower part of the upper stone to the grinding surface.
This is a crucial part that determines the amount of material supplied to the grinding surface, and it also plays a role in adjusting the resistance, making the rotation of the upper stone heavier or lighter.
In simple terms, if the "Nomikuchi" is deep, it supplies more material, leading to higher efficiency but making the powder coarser. Conversely, if it is shallow, efficiency is lower, but the powder becomes finer.
If the "Nomikuchi" is wide, efficiency is high, while if it is narrow, efficiency decreases. A steep angle in the "Nomikuchi" tends to make the rotation heavier, while a gentler angle makes the rotation lighter.
The grinding performance is largely determined by the balance of these three factors: depth, width, and angle.
This area requires experience and imagination and is the most critical part of millstone production.
Accessories
There are three accessories included besides the millstone itself.
The handle is made of well-dried cherry wood. Cherry wood is chosen for its durability because its thin bark is strong enough to be used as strips in bamboo crafts.
As it is made of solid wood, it may expand or contract with humidity. In winter, it may become slightly loose due to dryness, and in summer, it may tighten. However, with long-term use, the surface will develop a sheen.
The exact lifespan of the handle is uncertain, but the one I use personally has lasted for 16 years so far.
The brush for collecting the powder is attached next to the handle attachment on the lower stone, but it is not visible from the outside. As the upper stone rotates, the brush moves the powder in the collection groove toward the discharge hole.
There is no need to replace the brush, but if the shape becomes distorted (e.g., the bristles become bent), you can wet it with water, reshape it, and let it dry to restore its original shape.
If replacement is needed, you can use a commercially available 30mm wide brush by cutting off the handle.
A stainless steel cup is also included for collecting the powder. It is designed to dissipate static electricity easily. When transferring the powder, tap the cup lightly to release static electricity, which will help the powder detach cleanly from the container.


In the past, millstones were made from raw sandstone or andesite sourced locally.
(In the neighboring town of SUMOTO, a well-known metamorphic andesite called Suemoto stone was once quarried.)
Regarding the performance of millstones, andesite is prone to wear, and many existing millstones are worn down to the point where the grooving is no longer distinct.
Before the advent of diamond tools, it was only possible to work with softer andesite, which made it impossible to create millstones from granite. However, with modern stone processing technology using diamond tools, even extremely hard stones can now be easily cut and polished, eliminating the need to use softer andesite.
As stone processing tools have evolved, the raw material for millstones has shifted to more wear-resistant granite. However, it is still a fact that some stone shops blindly believe that andesite is the best material for millstones.
When considering the primary purpose of a millstone, which is to grind materials into powder, there is no significant difference based on the raw stone used.
The differences in raw stone materials mainly lie in the rate of wear and the aesthetic appearance of the millstone.
In my opinion, granite (Mikage stone), which requires minimal regrooving, is the most suitable material for millstones.